Case Study

For Rotarex, SIC MARKING addressed three key challenges on a single fiber laser marking line for valves and regulators in 316L stainless steel and nickel:
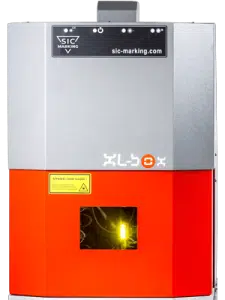
To meet these production requirements, SIC Marking engineered a custom laser marking station — the e.L-BOX — specifically designed and configured for this application.
Rotarex is a Luxembourg-based manufacturer of valves and pressure regulators serving primarily the medical, chemical, and laboratory industries. These components, manufactured in 316L stainless steel or nickel, must carry a serial number and Data Matrix code to ensure traceability throughout their entire service life. Rotarex’s production constraints require marking to be performed prior to an electropolishing step. The marked codes therefore had to withstand this treatment and remain readable under automated scanning. SIC MARKING addressed this requirement with a custom-configured e.L-BOX cell, specifically set up to meet the throughput and repeatability demands of the workstation.

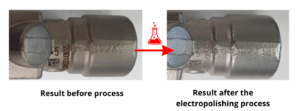
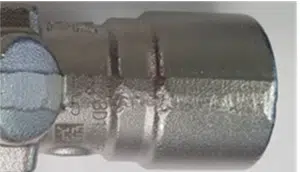
Rotarex’s medical gas valves and regulators must carry a serial number and a Data Matrix code to ensure traceability throughout their entire service life. Marking is performed prior to electropolishing, a chemical surface treatment that acts directly on the metal surface. On 316L stainless steel or nickel components, this treatment can compromise a shallow mark, reducing contrast and rendering the Data Matrix code unreadable by an automated scanner.
An additional productivity constraint applies: the cycle time is 10 seconds per part, including rotary table indexing and marking. The solution therefore had to integrate seamlessly into this production rhythm without disrupting output. Any variability in positioning or engraving depth would directly impact post-treatment readability, making process repeatability just as critical as the laser parameter settings themselves.
Parts also vary in geometry and dimensions across product references — pressure regulators, valves. Any variation in position or engraving depth affects post-treatment readability, making repeatability as important as laser setup. The system therefore had to accommodate different tooling configurations without requiring extensive reconfiguration between production runs.
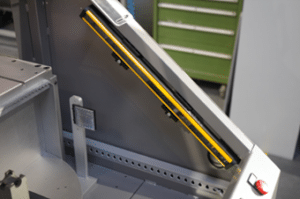
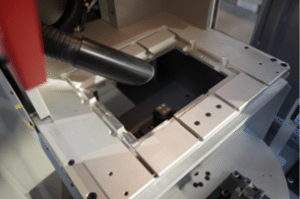
Interchangeable fixture Light curtain safety barrier
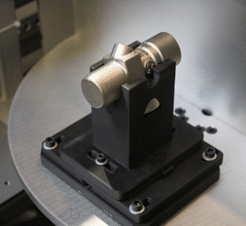
SIC MARKING engineered a custom laser marking station with manual loading, built around an automatic two-position rotary table. This architecture allows one part to be loaded and unloaded while the next is being marked: handling time is absorbed in masked time, enabling a sustained 10-second-per-part cycle in continuous production.
The laser station integrates several dedicated devices, each addressing a specific identified constraint. An automatic Z-axis adjusts the focal distance without any operator intervention, maintaining consistent engraving depth regardless of the part reference. A part detection sensor verifies placement prior to marking, preventing missed shots or offset marks. A light curtain stops rotary table indexing as soon as it is triggered, ensuring operator and workstation safety. Tooling is fully interchangeable, allowing changeovers between part geometries while maintaining the same station configuration. A fixed table can also be installed for occasional out-of-cycle marking requirements.
The fiber laser was configured to engrave Data Matrix codes and serial numbers at a marking depth sufficient to withstand electropolishing. On 316L stainless steel, this treatment is aggressive on shallow marks: it can reduce contrast and degrade both the precision and the readability of the code modules. Feasibility testing was conducted upfront to define the appropriate laser parameters: power, frequency, speed, and fill strategy were all fine-tuned until achieving an engraving capable of surviving the chemical treatment without any loss of readability. Parameters were validated against the Data Matrix readability criterion at the end of the full process — marking followed by electropolishing — with code quality verified according to the grade standards typically required in the medical device sector.
Under real production conditions, the Data Matrix codes and serial numbers engraved by the e.L-BOX withstand the electropolishing applied to the valves and pressure regulators. Codes remain readable and clean after treatment. The 10-second-per-part cycle time is consistently achieved, with marking repeatability fully compliant with the individual part traceability requirements of the sector.






our solutions
Discover Our Products
Browse our flagship laser, dot peen, and scribing marking equipment — available as portable handheld units, inline-integrable modules, or standalone marking stations.

Want to Learn More?
Get in Touch!